



Hvad er en kvægslagtelinje?
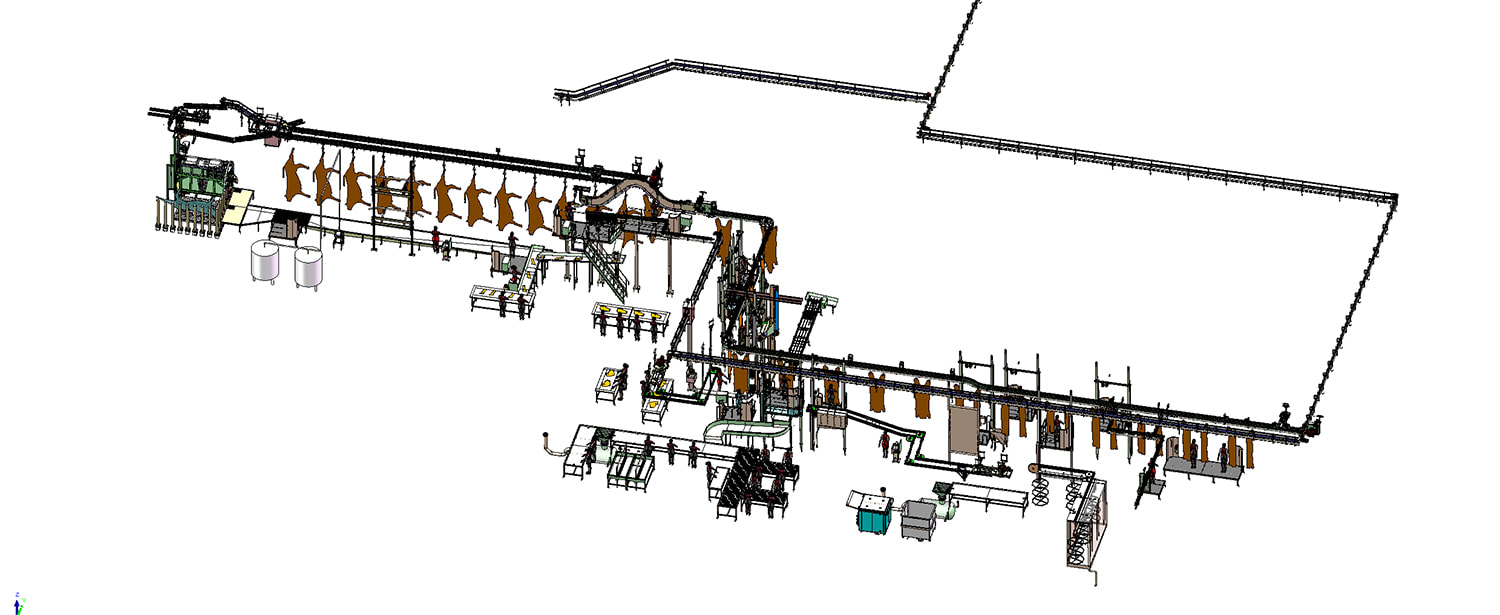
En kvægslagtelinje er en systematisk arrangeret serie af maskiner, transportører, arbejdsstationer og værktøjer, der tilsammen udfører den fulde proces med at omdanne levende kvæg til klædte slagtekroppe klar til videre forarbejdning, nedkøling eller detaildistribution. Også omtalt som en oksekødsslagtelinje eller kvægforarbejdningslinje, er det den operationelle rygrad i ethvert moderne slagteri eller oksekødsforarbejdningsanlæg. Linjen er designet til at håndtere hvert sekventielt trin - fra ankomsten og bedøvelsen af levende dyr gennem afblødning, flåning, udtagning af indvolde, opdeling og endelig inspektion - i en kontinuerlig, kontrolleret og hygiejnisk arbejdsgang.
Konceptet bag en kvægslagtelinje er effektivitet gennem sekventielt flow. I stedet for stationær bearbejdning, hvor arbejdere bevæger sig rundt om dyret, bevæger slagtekroppen sig langs et overliggende skinnesystem, mens specialiserede arbejdere eller automatiseret udstyr udfører specifikke opgaver på faste stationer. Denne tilgang øger gennemløbet dramatisk, reducerer risikoen for krydskontaminering og giver mulighed for præcis kvalitets- og hygiejnekontrol ved hvert trin. En veldesignet oksekødsslagtelinje kan behandle alt fra 20 til over 400 kvæg i timen afhængigt af dens skala, automatiseringsniveau og størrelsen af operationen.
Moderne kvægslagtelinjer er konstrueret til at overholde strenge fødevaresikkerhedsforskrifter, dyrevelfærdsstandarder og miljøkrav. Uanset om du bygger et lille regionalt slagteri eller et industrielt oksekødsanlæg i stor skala, er det afgørende at forstå, hvordan disse linjer er struktureret – og hvad der adskiller en velbygget linje fra en dårligt designet – for at træffe fornuftige investeringsbeslutninger og opnå sikker, effektiv og kompatibel drift.
Trin-for-trin-processen i en kvægslagtelinje
Hver kvægbearbejdningslinje følger en defineret sekvens af operationer. Hvert trin bygger på det foregående, og hygiejnen, hastigheden og præcisionen på hvert trin påvirker direkte kvaliteten og sikkerheden af det endelige produkt. Her er en detaljeret gennemgang af hele processen:
Opstaldning og Dyremodtagelse
Inden enhver forarbejdning påbegyndes, holdes kvæget i opstaldning - holdestier på slagteriet - i en obligatorisk hvileperiode, typisk 12 til 24 timer. Denne hvileperiode er afgørende for både dyrevelfærd og kødkvalitet. Stressede dyr frigiver kortisol og nedbryder muskelglykogen, hvilket hæver muskel-pH og fører til mørkt, fast, tørt (DFD) oksekød - en alvorlig kvalitetsfejl. Under opstaldning har dyr adgang til vand, og en uddannet veterinærinspektion før slagtning udføres for at identificere og adskille dyr, der viser tegn på sygdom, skade eller uegnethed til slagtning. Kun dyr, der består inspektion før slagtning, går videre til slagtelinjen.
Forbløffende
Kvæg drives fra opstaldning gennem en tvangssti og en enkelt fil race ind i en bedøvelsesboks - en smal, lukket bås, der fastholder dyret til bedøvelsesproceduren. Effektiv bedøvelse gør dyret øjeblikkeligt og irreversibelt bevidstløs før blødning, hvilket både er et dyrevelfærdskrav og et lovmæssigt mandat i de fleste lande. Den mest udbredte metode er penetrerende boltbedøvelse, hvor en pneumatisk eller pulveraktiveret enhed affyrer en stålbolt ind i hjernens frontallap. Korrekt positionering - rettet mod skæringspunktet mellem to diagonale linjer tegnet fra bunden af hvert horn til det modsatte øje - er afgørende for en ren, effektiv bedøvelse. Nogle faciliteter, især dem, der behandler til halal- eller kosher-markeder, bruger ikke-gennemtrængende bolte eller kontrolleret atmosfære bedøvelsesmetoder, der overholder religiøse slagtekrav.
Sjækling og hejsning
Umiddelbart efter bedøvelsen bliver dyret lænket af det ene eller begge bagben ved hjælp af en kæde eller bøjle fastgjort til køreskinnesystemet. En hejs - enten manuel eller drevet - løfter det bedøvede dyr op fra gulvet og op på udluftningsskinnen. Hastigheden mellem bedøvelse og hejsning er kritisk: Vinduet mellem effektiv bedøvelse og start af blødning skal minimeres - ideelt set under 60 sekunder - for at sikre, at dyret forbliver bevidstløs under hele blødningsprocessen og for at maksimere bloddræning fra slagtekroppen.
Blødning (stikker)
På blødningsskinnen udfører en dygtig operatør stikskæringen - skærer de store blodkar ved bunden af halsen (carotisarterierne og halsvenerne) over med en lang, skarp stikkniv. Slagtekroppen er typisk indesluttet i et blødningsskab eller placeret over et dræntrug for at opsamle blod, som kan genvindes til destruktion, farmaceutisk brug eller blodmelproduktion. Kvæg blødes i mindst tre til fem minutter. Ufuldstændig blødning er en af de mest almindelige årsager til dårligt udseende af slagtekroppen, hvilket resulterer i mørkt, blodplettet kød. Ved halal-slagtning skal stikskæringen afskære alle specificerede kar i en enkelt, hurtig bevægelse, mens dyret vender mod qiblah - og proceduren skal udføres af en uddannet muslimsk slagter med passende velsignelse.
Hovedfjernelse og fjernelse af skjul (afhudning)
Efter blødning fjernes hovedet ved atlasleddet og overføres til et dedikeret hovedinspektionsstativ, hvor det underkastes en veterinær inspektion efter slagtning for tegn på sygdom, især tuberkuloselymfeknudeundersøgelse. Hovedet forbliver identificeret med slagtekroppen under hele inspektionen. Skinning — fjernelse af skindet — følger, og fortsætter i en defineret rækkefølge fra underbenene til kroppen. Moderne kvægslagtelinjer bruger en kombination af manuelt knivarbejde ved ben, mave og ryg, efterfulgt af en mekanisk skindtrækker, der fjerner skindet fra slagtekroppen i et enkelt nedadgående træk. Hudtrækkere reducerer markant risikoen for at forurene slagtekroppen med hudbakterier og reducerer arbejdskravet sammenlignet med fuld manuel afhudning.
Udtagning af indvolde
Udtagning af indvolde — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
Opsplitning
Efter udtagning af organer opdeles slagtekroppen i længderetningen langs rygsøjlen i to halvdele (sider) ved hjælp af en motordrevet båndsav eller frem- og tilbagegående flækkesav. Spaltningen skal følge det nøjagtige centrum af rygsøjlen for at producere symmetriske sider og for at lette rygmarvsfjernelse - et obligatorisk trin i mange lande som en del af kontrol med specificeret risikomateriale (SRM) for bovin spongiform encephalopati (BSE). Rygmarven er sammen med kraniet, hvirvelsøjlen og andet specificeret væv fra ældre dyr klassificeret som SRM og skal fjernes og bortskaffes under streng reguleringskontrol i BSE-risikoområder.
Post-mortem inspektion, trimning og vask
Halve slagtekroppe fortsætter til obduktionsstationen, hvor en statsautoriseret dyrlæge eller kødinspektør undersøger slagtekroppen, organerne og hovedet for tegn på sygdom, patologi eller kontaminering. Passerede slagtekroppe kan derefter trimmes for at fjerne enhver synlig forurening, blå mærker eller SRM-materiale, efterfulgt af en sidste højtryksvask med vand for at fjerne knoglestøv, overfladebakterier og eventuel resterende forurening. Nogle faciliteter anvender også antimikrobielle indgreb såsom organisk syrespray (mælkesyre eller eddikesyre) på dette stadium for at reducere overfladebakteriebelastninger og forlænge holdbarheden - en praksis, der er standard i USA, men reguleret anderledes i EU.
Vejning, sortering og nedkøling
Inspicerede og vaskede slagtekrophalvdele vejes på en in-line skinnevægt og kan klassificeres for kvalitets- og udbytteklassificering (USDA Prime/Choice/Select i USA eller EU-klassifikationssystemer i Europa). Slagtekroppe overføres derefter til kølerum, hvor de afkøles til en indre temperatur under 7°C (45°F) inden for en defineret tidsramme - typisk inden for 24 til 36 timer for store kvægkroppe. Hurtig og ensartet nedkøling er afgørende for fødevaresikkerhed, mørhedsudvikling og holdbarhed. Sprængkøletunneller og omhyggeligt kontrollerede luftstrømsmønstre bruges i højkapacitetsanlæg for at opnå kompatible kølehastigheder.
Kerneudstyr i en kvægslagtelinje
En komplet forarbejdningslinje for kvægoksekød omfatter en bred vifte af specialiseret udstyr. Kvaliteten, designet og vedligeholdelsen af hvert stykke udstyr påvirker direkte gennemløb, hygiejne, arbejdersikkerhed og slagtekropkvalitet. Her er en oversigt over de væsentlige udstyrskategorier:
| Udstyr | Funktion | Nøglefunktion til evaluering |
| Forbløffende Box | Fastholder dyr til bedøvelse | Dyrevelfærdsdesign, nem rengøring |
| Captive Bolt Stunner | Gør dyret bevidstløst | Indtrængningsdybde, vedligeholdelsessikkerhed |
| Hejse- og overførselssystem | Løfter slagtekroppen op på udluftningsskinne | Løftekapacitet, hastighed, sikkerhedsfunktioner |
| Overhead Rail System | Flytter slagtekroppen gennem alle stationer | Skinnemåler, belastningsgrad, korrosionsbestandighed |
| Afblødningsskab / trug | Samler blod under blødning | Effektivitet for blodgenvinding, dræningsdesign |
| Skjul aftrækker | Fjerner mekanisk hud | Trækkraft, kontrol af forurening af slagtekrop |
| Udtagning af indvolde Platform | Højdejusterbar arbejdsplatform til organfjernelse | Ergonomi, hygiejne, justerbarhedsområde |
| Viscera inspektionsvogn | Holder organer ved siden af slagtekroppen til inspektion | Identitetssporing, nem desinficering |
| Slaktesav til slagtekrop | Spalter slagtekroppen langs rygsøjlen | Klingetype, skærepræcision, SRM-kontrol |
| Højtryks slagtekropvasker | Afsluttende overfladedekontamineringsvask | Vandtryk, dækning, vandgenbrug |
| In-Line Rail Skala | Vejer slagtekrophalvdelene automatisk | Nøjagtighed, dataintegration med anlægsstyringssystem |
| Knivsteriliseringsenheder | Desinficerer knive mellem snit | Vandtemperatur (minimum 82°C), flowhastighed |
Designprincipper for hygiejne og fødevaresikkerhed
Hygiejne er det vigtigste designkriterium i en kvægslagteri. Enhver beslutning om struktur, udstyr og arbejdsgange skal prioritere forebyggelse af mikrobiologisk kontaminering af slagtekroppe og facilitering af effektiv rengøring og desinfektion. Følgende principper er grundlæggende for hygiejnisk slagtelinjedesign:
- Ren/snavset strømningsadskillelse: Linjen skal være fysisk udformet, så den rene slagsideside aldrig krydser veje med snavsede områder såsom hudfjernelseszonen, mave- og tarmhåndteringsområder eller affaldsbortskaffelsesveje. I et veldesignet anlæg følger luftstrømmen, personalebevægelsen og materialestrømmen en streng ren-til-snavset retning.
- Rustfri stålkonstruktion: Alle overflader, udstyrsrammer, skinner, platforme og transportører, der kan komme i kontakt med slagtekroppe eller blive udsat for blod, vand eller damp, skal være konstrueret af fødevaregodkendt rustfrit stål (typisk 304 eller 316 kvalitet). Rustfrit stål modstår korrosion, tolererer kemiske desinfektionsmidler og har ingen overfladeporøsitet til bakterieophobning.
- Knivhygiejnestationer: Flere knivsteriliseringsenheder — indeholdende vand, der holdes ved minimum 82°C (180°F) — skal placeres i hele linjen, så operatører kan sterilisere deres knive mellem hver slagtekrop. Dette er et lovkrav i de fleste jurisdiktioner og den primære kontrol for at forhindre krydskontaminering mellem dyr.
- Ingen kontaktpolitik for slagtekrop: Når en slagtekrop først er hejst op på køreskinnen, må den aldrig mere røre gulvet, væggene eller nogen ikke-desinficeret overflade. Skinnehøjde, platformdesign og udstyrspositionering skal alle være konstrueret til at garantere dette gennem hvert behandlingstrin.
- Afløb og vandhåndtering: Gulvene skal være skråtstillede (minimum 2%) mod afløbskanaler med tilstrækkelig afløbskapacitet til at håndtere spidsbelastning af vandstrømmen under drift og rengøring. Afløbssystemer skal forhindre vand i at strømme fra snavsede til rene zoner.
- Integration af ante-mortem og post-mortem inspektion: Linjelayoutet skal give dedikerede, godt oplyste inspektionsstationer med tilstrækkelig adgang til, at embedsdyrlægen kan undersøge slagtekroppe, hoveder og indvolde systematisk uden at afbryde linjestrømmen.
Planlægning af gennemløbskapacitet og linjehastighed
At få kapaciteten og hastigheden af en kvægslagtelinje rigtigt er en af de mest konsekvente tekniske beslutninger i anlægsdesign. En linje, der er for langsom, efterlader kapacitet og rentabilitet på bordet; en, der er for hurtig, skaber fødevaresikkerhedsrisici, dyrevelfærdskrænkelser og arbejdsskader. Sådan tænker du om kapacitetsplanlægning:
Definition af målgennemløb
Start med dine realistiske daglige og årlige dræbsmål, tag hensyn til planlagte driftstimer, skiftmønstre og sæsonbestemte variationer i kvægforsyningen. De fleste slagterier kører et eller to skift på otte til ti timer om dagen. Tag højde for planlagt nedetid til rengøring og desinficering - typisk en til to timer pr. skift - ved beregning af nettoproduktionstid. Et almindeligt benchmark for et mellemstort slagteri er 50 til 100 dyr i timen; store industrianlæg opererer med 200 til 400 dyr i timen.
Flaskehalsanalyse
Hver slagtelinje har en flaskehals - den enkelte station eller operation, der begrænser den maksimale hastighed på hele linjen. Udtagning af indvolde og opdeling er almindeligvis de hastighedsbegrænsende trin. Når du planlægger en ny linje eller opgraderer en eksisterende, skal du identificere flaskehalsoperationen og designe omkring den. Tilføjelse af automatisering ved flaskehalsen, såsom automatiseret brystsavning eller robotudtagningssystemer, kan øge gennemstrømningen markant uden proportionale stigninger i arbejdskraft.
Arbejdskrav efter gennemløb
Arbejdskrav skaleres med gennemløb, men ikke lineært - automatisering kan reducere arbejdsintensiteten af specifikke opgaver. Som en grov retningslinje for en konventionelt bemandet oksekødsslagtelinje:
- 20-50 hoved/time: Cirka 15-30 slagtegulvsarbejdere plus tilsyns-, inspektions- og forsyningspersonale.
- 50-100 hoved/time: Cirka 30-60 slagtegulvsarbejdere med mere specialisering af opgaver på hver station.
- 100-200 hoved/time: 60-120 arbejdere med høj opgavespecialisering, ergonomisk arbejdsstationsdesign og typisk nogle automatiserede hjælpemidler til hudtræk, brystskæring og slagtekroppevask.
- 200 hoved/time: Store industrianlæg i denne skala investerer kraftigt i robotsystemer og automatiserede systemer til at styre lønomkostninger, konsistens og ergonomisk skadesrisiko.
Nøglefaktorer, der skal evalueres, når du køber en kvægslagtelinje
Investering i en kvægslagtelinje er en stor kapitalbeslutning. Uanset om du køber et komplet nøglefærdigt system eller individuelle udstyrskomponenter, er disse kritiske faktorer at vurdere, før du forpligter dig:
- Overholdelse af lokale regler: Bekræft, at udstyret og linjedesignet fuldt ud overholder fødevaresikkerheds-, dyrevelfærds- og miljøbestemmelserne i dit land. Bed leverandøren om at give referencer fra driftsfaciliteter i din lovgivningsmæssige jurisdiktion og bekræfte, at deres udstyr er godkendt af din nationale fødevaresikkerhedsmyndighed.
- Leverandørerfaring og referencer: Vælg leverandører med dokumenteret erfaring med at designe og idriftsætte kvægslagtelinjer med samme kapacitet og konfiguration som din. Anmod om besøg på stedet til driftsreferencefabrikker, og tal direkte med fabriksledere om pålidelighed, eftersalgssupport og tilgængelighed af reservedele.
- Materialekvalitet og konstruktionsstandarder: Insister på fuld rustfri stålkonstruktion til alle produktkontaktflader og vådområdestrukturer. Bed om materialecertifikater og dokumentation for svejsekvalitet. Lavprislinjer bygget af blødt stål eller med dårlig svejsekvalitet vil korrodere hurtigt og skabe vedvarende hygiejneproblemer.
- Automatiseringsniveau og fremtidig skalerbarhed: Overvej ikke kun dine nuværende gennemstrømningsbehov, men din femårige vækstplan. Vælg en linjekonfiguration, der kan skaleres op - gennem yderligere stationer, automatiseringsopgraderinger eller linjehastighedsforøgelser - uden at kræve en fuldstændig ombygning.
- Tilgængelighed af reservedele og lokal servicesupport: Nedetid for udstyr på et slagteri er ekstremt dyrt. Bekræft, at kritiske reservedele er på lager lokalt eller tilgængelige til ekspreslevering, og at leverandøren har kvalificerede serviceteknikere, som kan reagere inden for 24 til 48 timer på udstyrsfejl.
- Samlede ejeromkostninger: Evaluer hele linjens livscyklusomkostninger – ikke kun købsprisen. Tag hensyn til energiforbrug, vandforbrug, omkostninger til rengøringskemikalier, vedligeholdelsesarbejde, reservedele og udstyrets forventede produktive levetid. En linje af højere kvalitet, der koster 30 % mere på forhånd, men som holder 25 år med minimal nedetid, vil næsten altid give bedre afkast end en budgetpost, der kræver hyppige reparationer og tidlig udskiftning.
- Træning og idriftsættelsessupport: En komplet nøglefærdig leverandør bør sørge for installationsovervågning på stedet, idriftsættelse og grundig træning af dit drifts- og vedligeholdelsespersonale. Utilstrækkelig træning er en af de mest almindelige årsager til, at nye slagterier ikke klarer sig i forhold til deres designspecifikationer i de første måneder af driften.










